
Ακρίβεια 2 φορμών σφράγισης μετάλλων εφαρμοσμένης μηχανικής φόρμα εγχύσεων κοιλοτήτων
-
Υψηλό φως
Φόρμα σφράγισης μετάλλων εφαρμοσμένης μηχανικής
,Προσαρμοσμένη φόρμα σφράγισης μετάλλων
,Ακρίβεια 2 φόρμα εγχύσεων κοιλοτήτων
-
Υλικό φορμώνKD11, P20/718/738/NAK80/S136, V30, MiSUMi.etc. , #45
-
Όνομα προϊόντωνΦόρμα σφράγισης μετάλλων
-
ΥλικόΧάλυβας, κράμα αργιλίου, κράμα χάλυβα ή προσαρμοσμένος, κράμα ορείχαλκου
-
κοιλότηταΕνιαία, ενιαία & πολυ κοιλότητα, 1 ή 2 κοιλότητες
-
Ζωή φορμών250000-300000shots
-
Επεξεργασία επιφάνειαςΑνατίναξη άμμου, στίλβωση, βούρτσισμα, χρώμιο κ.λπ., υπερηχητική κατεργασία
-
ΕφαρμογήΦόρμα βιομηχανικών, οικιακών προϊόντων, αυτοκίνητο, αυτοκίνητο, Punching σφράγισης μετάλλων κύβος
-
Ποσότητα παραγγελίας min1 σύνολο
-
ΤιμήUSD1000 set
-
Συσκευασία λεπτομέρειεςΞύλινο πλαίσιο + πλαίσιο σιδήρου + πιάτο καρτών
-
Χρόνος παράδοσης5-8 ημέρες εργασίας
-
Όροι πληρωμήςT/T
-
Δυνατότητα προσφοράς100 σύνολα μήνα
Ακρίβεια 2 φορμών σφράγισης μετάλλων εφαρμοσμένης μηχανικής φόρμα εγχύσεων κοιλοτήτων
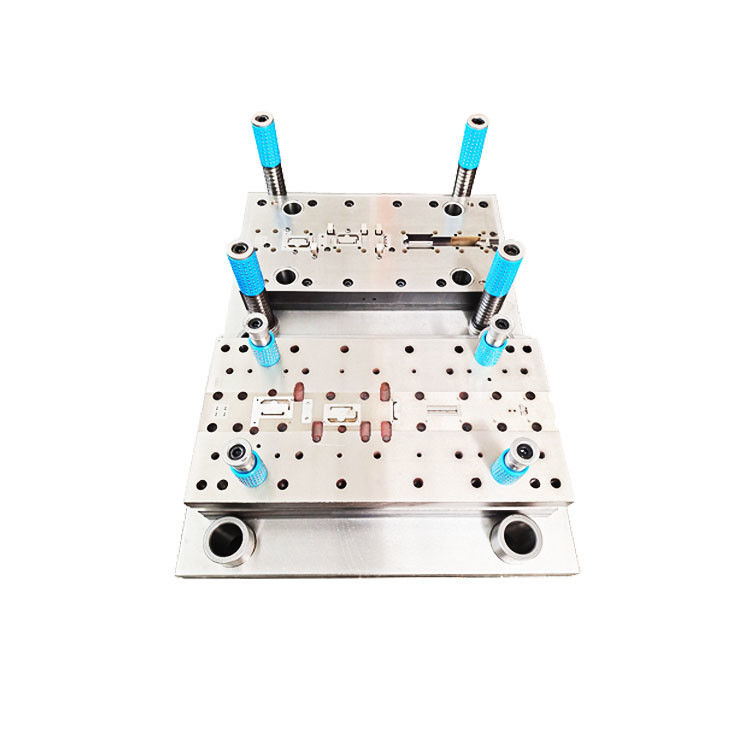
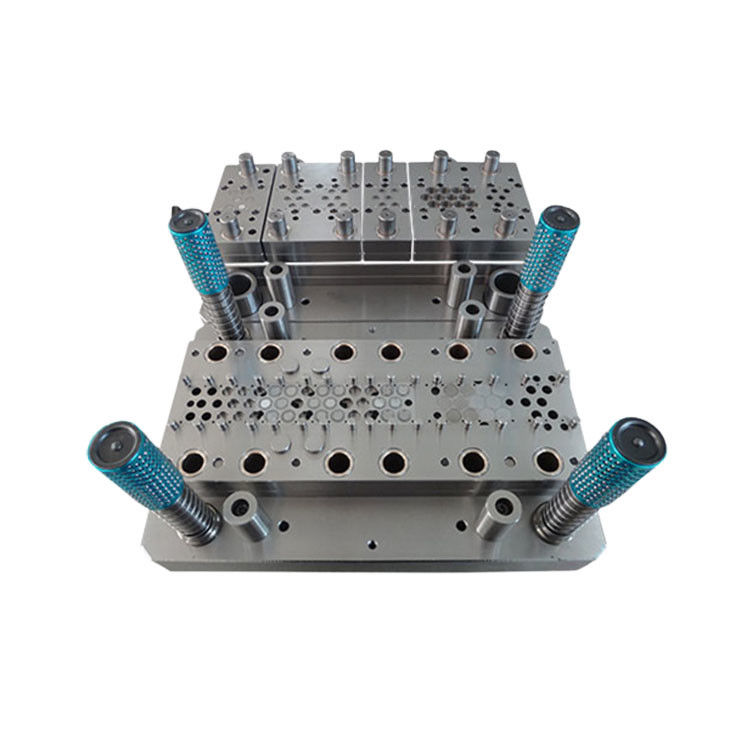
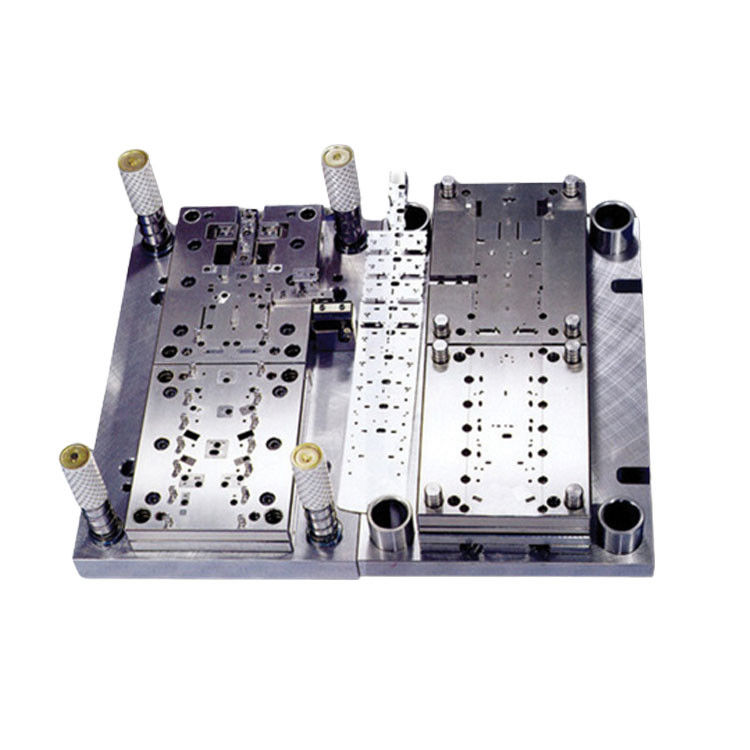

Σφραγίζοντας φόρμα σφράγισης υψηλής ταχύτητας φορμών σφράγισης moldprecision εφαρμοσμένης μηχανικής φορμών ενιαία
Ο κύβος σφράγισης είναι ένας ειδικός εξοπλισμός διαδικασίας που επεξεργάζεται τα υλικά (μέταλλο ή αμέταλλο) στα μέρη (ή ημι
τελειωμένος - προϊόντα) στην κρύα επεξεργασία σφράγισης. Καλείται κρύο κύβο σφράγισης (συνήθως γνωστό όπως την κρύα σφράγιση
πεθάνετε). Η σφράγιση είναι μια μέθοδος επεξεργασίας πίεσης που χρησιμοποιεί έναν κύβο που τοποθετείται σε έναν Τύπο για να ασκήσει την πίεση σε ένα υλικό
στη θερμοκρασία δωματίου για να παραγάγει το χωρισμό ή την πλαστική παραμόρφωση, ώστε να ληφθούν τα απαραίτητα μέρη.
Σύμφωνα με τη φύση της διαδικασίας
a. Κύβος όπου ο κύβος απαλοιφής χωρίζει το υλικό κατά μήκος ενός κλειστού ή ανοικτού σχεδιαγράμματος. Όπως ο κύβος απαλοιφής, punching
κύβος, κύβος κοπής, κύβος τομών, κύβος κοπής, κύβος κοπής, κ.λπ.
b. Κάμπτοντας κύβος κύβων Α που αναγκάζει το κενό ή άλλο κενό για να κάμψει και να παραμορφώσει σύμφωνα με μια ευθεία γραμμή (κάμπτοντας γραμμή)
για να λάβει ένα κομμάτι προς κατεργασία μιας ορισμένων γωνίας και μιας μορφής.
c. Ο κύβος βαθιών σχεδίων είναι ένας κύβος που κάνει το κενό του μετάλλου φύλλων στα ανοικτά κοίλα μέρη, ή κάνει τα κοίλα μέρη
περαιτέρω μεταμορφωθείτε και ταξινομήστε.
d. Ο κύβος διαμόρφωσης είναι το κενό ή ημιτελές κομμάτι προς κατεργασία σύμφωνα με τη μορφή του κυρτού και κοίλου κύβου
η άμεσα αντιγραμμένη διαμόρφωση, και το ίδιο το υλικό παράγουν μόνο την τοπική πλαστική παραμόρφωση του κύβου. Όπως
διογκώνοντας κύβος, συρρικνωμένος τον κύβο, βάζοντας φλάντζα στον κύβο, που βάζει φλάντζα στον κύβο και ούτω καθεξής.
e. Το κάρφωμα του κύβου πρόκειται να χρησιμοποιήσει τις εξωτερικές δυνάμεις για να συνδέσει ή να περιτυλίξει τα συμμετέχοντα μέρη σε μια ορισμένη διαταγή και
ο τρόπος, και διαμορφώνει έπειτα ένα σύνολο
Ταξινόμηση σύμφωνα με το βαθμό συνδυασμού διαδικασίας
a. Ο ενιαίος κύβος διαδικασίας μόνο ένας κύβος διαδικασίας σφράγισης ολοκληρώνεται σε ένα κτύπημα του Τύπου.
b. Ο σύνθετος κύβος έχει μόνο έναν σταθμό. Σε ένα κτύπημα του Τύπου, δύο ή περισσότερες διαδικασίες σφράγισης μπορούν να είναι
ολοκληρωμένος στον ίδιο σταθμό συγχρόνως.
c. Ο προοδευτικός κύβος (επίσης γνωστός ως συνεχής κύβος) έχει δύο ή περισσότερους σταθμούς στην κατεύθυνση σίτισης
κενό. Σε ένα κτύπημα του Τύπου, δύο ή περισσότερες διαδικασίες σφράγισης ολοκληρώνονται διαδοχικά στους διαφορετικούς σταθμούς.
d. Η φόρμα μεταφοράς ενσωμάτωσε τα χαρακτηριστικά της φόρμας ενιαίος-διαδικασίας και της προοδευτικής φόρμας, η χρήση του χειριστή
το σύστημα μεταφοράς, για να επιτύχει τη γρήγορη μεταφορά -φορμών των προϊόντων, μπορεί πολύ να βελτιώσει την αποδοτικότητα παραγωγής
τα προϊόντα, μειώνουν τις δαπάνες παραγωγής, εκτός από τις υλικές δαπάνες, και τη σταθερή και αξιόπιστη ποιότητα.
Υλική επιλογή φορμών
Τα υλικά που παράγονται με τη σφράγιση είναι χάλυβας, σκληρό κράμα, χάλυβας-συνδεμένο σκληρό κράμα, ψευδάργυρος-βασισμένο κράμα, χαμηλή τήξη
κράμα σημείου, χαλκός αργιλίου, πολυμερή υλικά και ούτω καθεξής. _ο ο υλικό χρησιμοποιώ για κατασκευάζω σφραγίζω
οι κύβοι είναι χάλυβας. Οι συνήθως χρησιμοποιημένοι τύποι υλικών για τα λειτουργώντας μέρη των κύβων είναι: χάλυβας εργαλείων άνθρακα, χαμηλό κράμα
χάλυβας εργαλείων, υψηλός άνθρακας και υψηλό χρώμιο ή μέσος χάλυβας εργαλείων χρωμίου, μέσος χάλυβας κραμάτων άνθρακα, υψηλή ταχύτητα
χάλυβας, χάλυβας μητρών, σκληρό κράμα, χάλυβας-συνδεμένο σκληρό κράμα και ούτω καθεξής.
Στο στάδιο της παραγωγής κύβων σφράγισης, τα διάφορα υλικά μετάλλων και αμέταλλων χρησιμοποιούνται, κυρίως χάλυβας άνθρακα,
χάλυβας κραμάτων, χυτοσίδηρος, χυτοχάλυβας, σκληρό κράμα, χαμηλό κράμα σημείου τήξης, κράμα βάσεων ψευδάργυρου, χαλκός αργιλίου,
συνθετική ρητίνη, λαστιχένιο, πλαστικό, τοποθετημένο σε στρώματα ξύλο σημύδων πολυουρεθάνιου και ούτω καθεξής.
Τα υλικά για την κατασκευή των φορμών απαιτούνται για να έχουν την υψηλή σκληρότητα, υψηλής αντοχής, υψηλή αντοχή,
κατάλληλη ανθεκτικότητα, υψηλό hardenability, καμία παραμόρφωση (ή λίγη παραμόρφωση) κατά τη διάρκεια της θερμικής επεξεργασίας και αριθ.
ράγισμα κατά τη διάρκεια της απόσβεσης.
Βασική ταξινόμηση
a. Χάλυβας εργαλείων άνθρακα
T8A, T10A είναι και ούτω καθεξής οι ευρύτατα χρησιμοποιημένοι χάλυβες εργαλείων άνθρακα στη φόρμα. Τα πλεονεκτήματά τους είναι καλή κατεργασία
απόδοση και χαμηλή τιμή. Αλλά το hardenability και η σκληρότητα είναι φτωχά, η παραμόρφωση θερμικής επεξεργασίας είναι μεγάλη, συμπεριφορά
η ικανότητα είναι χαμηλή.
b. Χαμηλός χάλυβας εργαλείων κραμάτων
Ο χαμηλός χάλυβας εργαλείων κραμάτων είναι βασισμένος στο χάλυβα εργαλείων άνθρακα με τα σχετικά στοιχεία ανάμιξης. Έναντι του εργαλείου άνθρακα
ο χάλυβας, αυτό μειώνει την τάση της απόσβεσης της παραμόρφωσης και του ραγίσματος, βελτιώνει το hardenability του χάλυβα και έχει
καλύτερη αντοχή. Οι low-alloy χάλυβες που χρησιμοποιούνται για την κατασκευή φορμών είναι CrWMn, 9Mn2V, 7CrSiMnMoV (κώδικας CH-1),
6CrNiSiMnMoV (κώδικας GD), κ.λπ.
c. Υψηλός άνθρακας και υψηλός χάλυβας εργαλείων χρωμίου
Ο συνήθως χρησιμοποιημένος υψηλός άνθρακας και οι υψηλοί χάλυβες εργαλείων χρωμίου είναι Cr12 και Cr12MoV, Cr12Mo1V1 (κώδικας D2), SKD11, έχουν
το καλό hardenability, η αντοχή hardenability και, παραμόρφωση θερμικής επεξεργασίας είναι μικρή, υψηλή αντοχή
χάλυβας κύβων παραμόρφωσης μικροϋπολογιστών, ικανότητα ρουλεμάν δεύτερος μόνο στο χάλυβα υψηλής ταχύτητας. Εντούτοις, ο διαχωρισμός καρβιδίου είναι
σοβαρό, έτσι πρέπει να ανατραπεί επανειλημμένα (αξονική ανατροπή, ακτινωτή ανατροπή) για να μειώσει την ανομοιογένεια
το καρβίδιο και βελτιώνει την απόδοση υπηρεσιών.
d. Υψηλός χάλυβας εργαλείων χρωμίου άνθρακα μέσος
Οι υψηλοί χάλυβες εργαλείων χρωμίου άνθρακα μέσοι που χρησιμοποιούνται για τον κύβο περιλαμβάνουν Cr4W2MoV, Cr6WV, Cr5MoV, κ.λπ., η περιεκτικότητα σε χρώμιό τους
είναι χαμηλός, το ευτηκτικό καρβίδιο είναι λιγότερος, η διανομή καρβιδίου είναι ομοιόμορφη, η παραμόρφωση θερμικής επεξεργασίας είναι μικρή, και αυτοί
έχετε το καλό hardenability και τη διαστατική σταθερότητα. Έναντι του υψηλού άνθρακα και των υψηλών χαλύβων χρωμίου με περισσότερους
ο σοβαρός διαχωρισμός καρβιδίου, οι ιδιότητες βελτιώνεται.
e. Χάλυβας υψηλής ταχύτητας
Ο χάλυβας υψηλής ταχύτητας έχει την υψηλότερη σκληρότητα, την αντοχή και τη συμπιεστική δύναμη του χάλυβα κύβων, και το υψηλό φορτίο
ικανότητα. Οι συνήθως χρησιμοποιημένες φόρμες είναι W18Cr4V (κώδικας 8-4-1) και W6Mo5 Cr4V2 (κώδικας 6-5-4-2, ΑΜΕΡΙΚΑΝΙΚΌ εμπορικό σήμα τετρ.μέτρο) με λιγότερους
περιεκτικότητα σε βολφράμιο, καθώς επίσης και άνθρακας και βανάδιο που μειώνουν το χάλυβα 6W6Mo5 Cr4V υψηλής ταχύτητας (κώδικας 6W6 ή χαμηλός άνθρακας τετρ.μέτρο)
αναπτυγμένος για να βελτιώσει την ανθεκτικότητα. Ο χάλυβας υψηλής ταχύτητας πρέπει επίσης να σφυρηλατηθεί για να βελτιώσει το ομοιόμορφο καρβίδιό του
διανομή.
f. Χάλυβας μητρών
Ένα μικρό ποσό άλλα στοιχεία προστίθεται στη βασική σύσταση του χάλυβα υψηλής ταχύτητας, και η περιεκτικότητα σε άνθρακα είναι
αυξανόμενος ή μειωμένος κατάλληλα για να βελτιώσει την απόδοση του χάλυβα. Τέτοιοι χάλυβες αναφέρονται συλλογικά
ως χάλυβες μητρών. Όχι μόνο έχουν τα χαρακτηριστικά του χάλυβα υψηλής ταχύτητας, με ορισμένη αντοχή και
η σκληρότητα, αλλά και έχει την καλύτερες δύναμη και την ανθεκτικότητα κούρασης από το χάλυβα υψηλής ταχύτητας. Είναι υψηλής αντοχής και
ο κρύος λειτουργώντας χάλυβας κύβων ανθεκτικότητας, αλλά το υλικό κόστος είναι χαμηλότεροι από το χάλυβα υψηλής ταχύτητας. Οι χάλυβες μητρών συνήθως
χρησιμοποιούνται στον κύβο 6Cr4W3Mo2VNb (κώδικας 65Nb), 7Cr7Mo2V2Si (κώδικας LD), 5Cr4Mo3SiMnVAL (κώδικας 012AL), κ.λπ.
g. Τσιμενταρισμένα καρβίδια και τσιμενταρισμένα χάλυβας καρβίδια
Η σκληρότητα και η αντοχή του σκληρού κράματος είναι υψηλότερες από οποιοδήποτε άλλοδήποτε είδος χάλυβα κύβων, αλλά την κάμψη
η δύναμη και η ανθεκτικότητα είναι φτωχές. Το σκληρό κράμα που χρησιμοποιείται ως φόρμα είναι βολφράμιο και κοβάλτιο. Για τη φόρμα με μικρό
ο αντίκτυπος και η υψηλή αντοχή, το σκληρό κράμα με τη χαμηλή περιεκτικότητα σε κοβάλτιο μπορούν να επιλεχτούν. Σκληρό κράμα με υψηλότερο
η περιεκτικότητα σε κοβάλτιο μπορεί να χρησιμοποιηθεί για τη φόρμα με τον υψηλό αντίκτυπο.
Το χάλυβας-συνδεμένο τσιμενταρισμένο καρβίδιο συμπυκνώνεται από τη μεταλλουργία σκονών με τη σκόνη σιδήρου και μια ανάμιξη μικρού ποσού
σκόνη στοιχείων (όπως το χρώμιο, το μολυβδαίνιο, το βολφράμιο, το βανάδιο, κ.λπ.) ως σύνδεσμο, καρβίδιο τιτανίου ή βολφράμιο
καρβίδιο ως σκληρή φάση. Η μήτρα του χάλυβας-συνδεμένου τσιμενταρισμένου καρβιδίου είναι χάλυβας, ο οποίος υπερνικά τις ανεπάρκειες
η φτωχή ανθεκτικότητα και η δύσκολη επεξεργασία του τσιμενταρισμένου καρβιδίου, και μπορούν να κοπούν, ενωμένος στενά, σφυρηλατημένος και υποβαλλόμενος σε θερμοθεραπεία.
Τα χάλυβας-συνδεμένα τσιμενταρισμένα καρβίδια περιέχουν πολλά καρβίδια. Αν και η σκληρότητα και η αντοχή είναι χαμηλότερες από
τσιμενταρισμένα καρβίδια, είναι ακόμα υψηλότεροι από άλλους χάλυβες. Η σκληρότητα μπορεί να φθάσει σε 68 ~ 73HRC μετά από να αποσβήσει και
μετρίαση.
h. Νέα υλικά
Το υλικό που χρησιμοποιείται στον κύβο σφράγισης ανήκει στον κρύο λειτουργώντας χάλυβα κύβων, ο οποίος είναι ο ευρύτατα χρησιμοποιημένος χάλυβας κύβων με
μεγάλη δόση. Οι κύριες απαιτήσεις απόδοσης είναι δύναμη, ανθεκτικότητα και αντοχή. Η τάση ανάπτυξης
από τον κρύο λειτουργώντας κύβο ο χάλυβας είναι βασισμένος στην απόδοση του υψηλού χάλυβα κραμάτων D2, ο οποίος μπορεί να διαιρεθεί σε δύο
κατηγορίες:
1) Κάποιο είναι να μειωθεί το περιεχόμενο περιεκτικότητας σε άνθρακα και στοιχείων ανάμιξης, να βελτιώσει την ομοιομορφία διανομής του καρβιδίου
στο χάλυβα, και βελτιώστε την ανθεκτικότητα του κύβου. Όπως η επιχείρηση χάλυβα κραμάτων Ηνωμένου βαναδίου 8CrMo2V2Si,
Ειδική επιχείρηση χάλυβα της Ιαπωνίας Datong DC53 (Cr8Mo2SiV) και ούτω καθεξής.
2) Ο άλλος χάλυβας υψηλής ταχύτητας σκονών αναπτύσσεται για τον κύριο σκοπό την αντοχή και
μεγάλη ταχύτητα, αυτόματος και μαζική παραγωγή. Όπως 320CrVMo13 της Γερμανίας, κ.λπ.
Αρχή της επιλογής
Η λογική επιλογή των υλικών κύβων και η σωστή διαδικασία θερμικής επεξεργασίας είναι το κλειδί για να εξασφαλίσουν ζωή κύβων. Για
οι διαφορετικές χρήσεις του κύβου, πρέπει να βασιστούν στο εργαζόμενο κράτος της, να τονίσουν τους όρους και την απόδοση
επεξεργασμένο υλικό, batch παραγωγής και παραγωγικότητα των παραγόντων όπως η περιεκτική εκτίμηση, και
επάνω από τις απαιτήσεις της απόδοσης κάποιας έμφασης, και κάνετε έπειτα την αντίστοιχη επιλογή του χάλυβα και της θερμότητας
διαδικασία επεξεργασίας.
Όταν η batch παραγωγής σφράγισης των μερών είναι μεγάλη, τα υλικά διατρήσεων και κύβων των λειτουργώντας μερών του κύβου
πρέπει να επιλεχτείτε με υψηλό - ποιότητα και υψηλή αντοχή του χάλυβα κύβων. Για τη φόρμα άλλης διαδικασίας
το μέρος δομών και το βοηθητικό μέρος δομών του υλικού μερών, πρέπει επίσης να βελτιωθούν αναλόγως.
η batch δεν είναι μεγάλη, πρέπει να είναι κατάλληλη να χαλαρώσει τις υλικές απαιτήσεις απόδοσης, για να μειώσει το κόστος.
Όταν το υλικό που υποβάλλεται σε επεξεργασία με τη σφράγιση είναι σκληρό ή η αντίσταση παραμόρφωσης είναι μεγάλη, ο κυρτός και κοίλος κύβος
από punching ο κύβος πρέπει να επιλεχτεί με την καλή αντοχή και υψηλής αντοχής. Κατά τη σχεδιασμό του ανοξείδωτου,
ο κύβος χαλκού αργιλίου μπορεί να χρησιμοποιηθεί, επειδή έχει την καλύτερη αντίσταση προσκόλλησης. Το μανίκι οδηγών στηλών οδηγών απαιτεί
η αντοχή και η καλή ανθεκτικότητα, έτσι carburization επιφάνειας του χάλυβα χαμηλού άνθρακα χρησιμοποιούνται. Παραδείγματος χάριν, ο κεντρικός αγωγός
η ανεπάρκεια του χάλυβα εργαλείων άνθρακα είναι φτωχό hardenability. Όταν το μέγεθος τμημάτων των μερών κύβων είναι μεγάλο, η σκληρότητα
από το κέντρο είναι ακόμα χαμηλός μετά από να αποσβήσει. Εντούτοις, κατά την εργασία στον Τύπο με έναν μεγάλο αριθμό ταξιδιών, του
η καλή αντίσταση αντίκτυπου γίνεται ένα πλεονέκτημα αντ' αυτού. Για το σταθερό πιάτο, μέρη πιάτων απαλλαγής, όχι μόνο για να έχουν
αρκετή δύναμη, και απαιτεί τη μικρή παραμόρφωση στο στάδιο της εργασίας. Επιπλέον, κρύα επεξεργασία και
το cryotreatment, η κενές επεξεργασία και η ενίσχυση επιφάνειας μπορούν να χρησιμοποιηθούν για να βελτιώσουν την απόδοση των μερών κύβων. Για
κρύοι κύβοι εξώθησης με τις φτωχές συνθήκες εργασίας των κυρτών και κοίλων κύβων, χάλυβας κύβων με καλό περιεκτικό
οι μηχανικές ιδιότητες όπως η ικανοποιητική σκληρότητα, η δύναμη, η ανθεκτικότητα και η αντοχή πρέπει να επιλεχτούν, και
πρέπει να έχει ορισμένες κόκκινη ακαμψία και θερμική δύναμη κούρασης.
Οι κρύες και καυτές λειτουργώντας ιδιότητες των υλικών και υπαρχόντων όρων εγκαταστάσεων πρέπει να εξεταστούν.
Προσοχή πρέπει να δοθεί στη χρήση του μικροϋπολογιστής-παραμορφωμένου χάλυβα κύβων για να μειώσει την κατεργασία των δαπανών.
Ο χάλυβας κύβων με τις ειδικές ιδιότητες πρέπει να αναπτυχθεί και να υποβληθεί αίτηση για τον κύβο με τις ειδικές απαιτήσεις
Η επιλογή των υλικών κύβων πρέπει να καθοριστεί σύμφωνα με τους όρους χρήσης των μερών κύβων. Στην προϋπόθεση
ικανοποιώντας τους κύριους όρους, τα χαμηλού κόστους υλικά πρέπει να επιλεχτούν για να μειώσουν τις δαπάνες.![]()
![]()
![]()
![]()
![]()
![]()
Τα προϊόντα μας πωλούνται σε όλο τον κόσμο. Μπορείτε να είστε σίγουροι για ολόκληρη τη διαδικασία των προϊόντων μας.